Hei acolo! În calitate de furnizor de linii de producție a plăcilor PVC, sunt adesea întrebat despre parametrii tehnici ai acestor linii. Ei bine, haideți să ne scufundăm și să dezvăluim ceea ce trebuie să știți.

Sistem de extrudare
Sistemul de extrudare este inima unei linii de producție a plăcilor din PVC. Este responsabil pentru topirea și modelarea materiei prime PVC în profilul dorit de plăci.
- Diametrul șurubului: Diametrul șurubului este un parametru crucial. De obicei variază de la 65 mm la 120 mm. Un diametru mai mare al șurubului poate gestiona mai mult material pe unitatea de timp, ceea ce înseamnă o capacitate de producție mai mare. De exemplu, un șurub de 120 mm poate produce mai multe plăci într-o oră, comparativ cu un șurub de 65 mm. Dar rețineți că un șurub mai mare necesită și mai multă putere pentru a funcționa.
- Raport L/D șurub: Raportul lungime/diametru (L/D) al șurubului afectează efectul de plastificare. Un raport L/D mai mare, să zicem 30:1 sau 32:1, permite o mai bună amestecare și topire a rășinii PVC. Acest lucru are ca rezultat plăci mai uniforme, cu mai puține defecte. Dacă raportul L/D este prea scăzut, este posibil ca PVC-ul să nu fie complet plastificat, ceea ce duce la plăci de calitate proastă.
- Temperatura de extrudare: Controlul temperaturii de extrudare este vital. Temperatura variază de obicei între 160°C și 200°C. Diferite formulări de PVC pot necesita temperaturi ușor diferite. De exemplu, dacă temperatura este prea scăzută, PVC-ul poate să nu curgă lin prin matriță, provocând grosimea neuniformă a plăcilor. Pe de altă parte, dacă este prea mare, PVC-ul se poate degrada, afectând proprietățile mecanice ale plăcii.
Die Head
Capul matriței este locul în care materialul PVC capătă forma plăcii.
- Design matriță: Designul matriței determină forma și dimensiunea plăcii. Există diferite modele de matrițe disponibile, cum ar fi matrițe de plăci plate, matrițe de plăci ondulate și matrițe de plăci interconectate. Matrița trebuie prelucrată cu precizie pentru a asigura dimensiuni precise ale plăcilor. De exemplu, dacă produceți plăci interconectate, matrița trebuie să fie proiectată pentru a crea o potrivire perfectă între plăci.
- Temperaturile: Similar cu temperatura de extrudare, temperatura matriței trebuie, de asemenea, controlată cu atenție. De obicei, este setat cu câteva grade mai jos decât temperatura de extrudare, în jur de 150°C până la 190°C. Acest lucru ajută la menținerea formei plăcii pe măsură ce iese din matriță.
Tabel de calibrare
Masa de calibrare este folosită pentru a răci și a modela în continuare plăcile extrudate.
- Capacitate de racire: Capacitatea de răcire a tabelului de calibrare este măsurată în kilowați (kW). O capacitate de răcire mai mare înseamnă că plăcile pot fi răcite mai rapid, ceea ce este important pentru creșterea vitezei de producție. De exemplu, o masă de calibrare cu o capacitate de răcire de 10 kW poate răci plăcile mai repede decât una cu o capacitate de 5 kW.
- Dimensiunea și configurația rolei de calibrare: Mărimea și configurația rolelor de calibrare afectează finisarea suprafeței plăcii și precizia grosimii. Rolele trebuie ajustate cu precizie pentru a asigura o presiune uniformă asupra plăcilor. De exemplu, dacă rolele nu sunt aliniate corect, plăcile pot avea grosime neuniformă sau defecte de suprafață.
Sistem de tăiere
Sistemul de tăiere este responsabil pentru tăierea plăcilor extrudate continue în bucăți individuale.
- Precizie de tăiere: Precizia de tăiere este de obicei măsurată în milimetri (mm). Un sistem de tăiere de înaltă calitate poate atinge o precizie de ±0,5 mm sau chiar mai bună. Acest lucru asigură că toate plăcile au aceeași lungime, ceea ce este important pentru o instalare cu aspect profesional.
- Viteza de taiere: Viteza de tăiere se măsoară în metri pe minut (m/min). O viteză de tăiere mai mare înseamnă o eficiență mai mare a producției. Cu toate acestea, trebuie să fie echilibrat și cu precizia de tăiere. Dacă viteza de tăiere este prea mare, calitatea tăierii poate avea de suferit.
Sistem de stivuire
Sistemul de stivuire este utilizat pentru a stivui bine plăcile tăiate.
- Capacitate de stivuire: Capacitatea de stivuire se referă la numărul de plăci care pot fi stivuite la un moment dat. Poate varia de la câteva zeci până la câteva sute de plăci, în funcție de dimensiunea sistemului de stivuire. O capacitate mai mare de stivuire reduce frecvența manipulării manuale, îmbunătățind productivitatea generală.
- Stabilitate de stivuire: Sistemul de stivuire trebuie să se asigure că plăcile sunt stivuite stabil. Acest lucru se realizează prin proiectarea și controlul adecvat al mecanismului de stivuire. De exemplu, sistemul de stivuire poate folosi ghidaje reglabile pentru a menține plăcile pe loc în timpul stivuirii.
Nivel de automatizare
Nivelul de automatizare al unei linii de producție a plăcilor din PVC poate varia.
- Control PLC: Majoritatea liniilor moderne de producție de plăci PVC sunt echipate cu sisteme de control logic programabil (PLC). Controlul PLC permite controlul precis al tuturor parametrilor de producție, cum ar fi temperatura, viteza și lungimea de tăiere. De asemenea, permite monitorizarea și depanarea de la distanță, ceea ce este foarte convenabil pentru operatori.
- Tehnologia senzorilor: Senzorii sunt utilizați pe întreaga linie de producție pentru a detecta diferiți parametri, cum ar fi temperatura, presiunea și grosimea plăcilor. Acești senzori furnizează date în timp real sistemului PLC, care poate apoi ajusta procesul de producție în consecință. De exemplu, dacă senzorul detectează o modificare a grosimii plăcilor, PLC-ul poate regla rolele de calibrare pentru a corecta problema.
Consum de energie
Consumul de energie este un aspect important pentru orice linie de producție.
- Puterea motorului: Puterea motorului sistemului de extrudare, a mesei de calibrare și a altor componente contribuie la consumul total de energie. O linie de producție bine proiectată ar trebui să aibă motoare cu puteri nominale adecvate pentru a minimiza risipa de energie. De exemplu, utilizarea motoarelor de înaltă eficiență poate reduce semnificativ consumul de energie.
- Energie de încălzire și răcire: Energia utilizată pentru încălzirea sistemului de extrudare și răcirea tabelului de calibrare reprezintă, de asemenea, o mare parte a consumului de energie. Utilizarea sistemelor de încălzire și răcire eficiente din punct de vedere energetic, cum ar fi pompele de căldură, poate ajuta la reducerea costurilor cu energia.
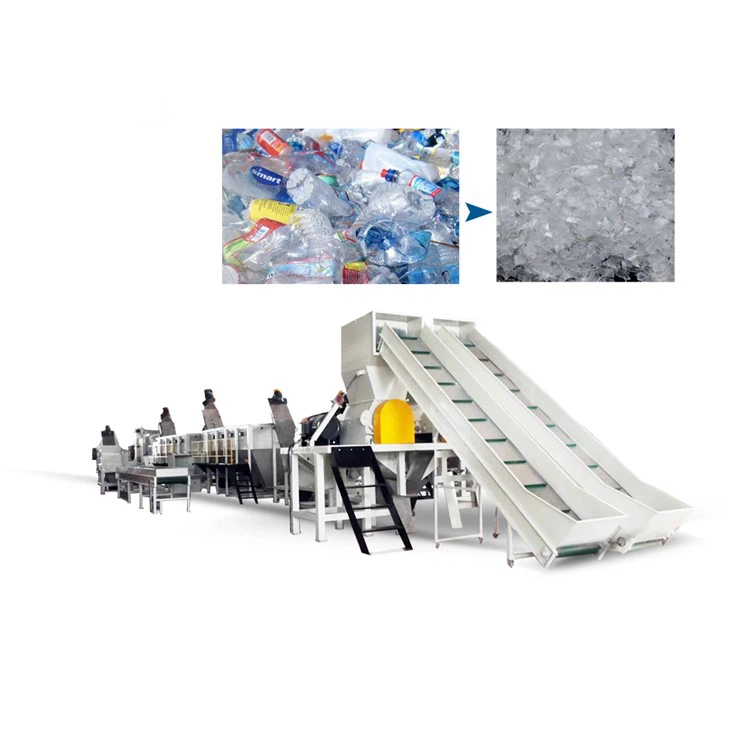
Pe lângă linia de producție a plăcilor din PVC, oferim și alte produse conexe, cum ar fiLinie de reciclare pentru spălarea sticlelor PET,Linie de producție rigidă de reciclare a plasticului, șiLinie de reciclare pentru spălarea filmului PE PP. Aceste linii de reciclare vă pot ajuta să reciclați deșeurile de plastic și să le transformați în materii prime valoroase, care nu este doar ecologică, ci și rentabilă.
Dacă sunteți interesat de linia noastră de producție a plăcilor din PVC sau de oricare dintre celelalte produse ale noastre, nu ezitați să ne contactați pentru o discuție detaliată. Vă putem oferi mai multe informații, soluții personalizate și prețuri competitive. Să lucrăm împreună pentru a vă atinge obiectivele de producție!
Referințe
- „Tehnologia de extrudare a plasticului” de John A. Brydson
- „Handbook of PVC Formulating” de Edward J. Wickson